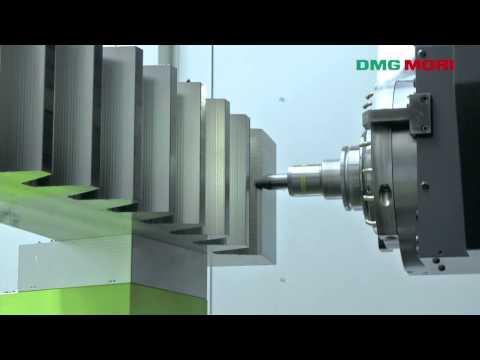
La lavorazione di ingranaggi, profili ad evolvente, alberi scanalati, viti senza fine e meccanismi di riduzione in genere vede da sempre il largo impiego di macchine dedicate come brocce, stozzatrici, macchine per l'utilizzo di creatori o coltelli. Da alcuni anni, Horn e Febametal, pionieri nel campo dell'innovazione, hanno presentato sul mercato una serie di utensili, standard e speciali, per eseguire la lavorazione di moduli da 0,5 fino a modulo 30, il tutto, su convenzionali centri di lavoro o torni CNC e senza dover smontare il pezzo e cambiare macchina, o addirittura darlo fuori da lavorare. A catalogo standard esistono diverse soluzioni di ingranaggio come le norme DIN867 e DIN3972 secondo il profilo di riferimento 1. Altre norme DIN o speciali possono essere realizzate grazie alla consegna express greenline in due settimane dall'ordine. In questa sezione potete trovare tutti gli utensili standard a catalogo, mentre nel pdf scaricabile a destra di questo articolo sono riportati diversi esempi di soluzioni speciali. Da non dimenticare, quando si parla di dentature, sono le soluzioni a stozzare Horn, che prevedono la realizzazione di profili, sia interni che esterni mediante stozzatura su tornio e centro di lavoro, come mostra questo video. Le soluzioni Horn sono quindi molteplici, e aiutano a ragionare fuori dagli schemi e risolvere situazioni complesse in maniera economica ma qualitativa. Chiudiamo lasciandovi al filmato che trovate in questa pagina, realizzato in associazione con DMG-Mori, dove una fresa DMU 210 FD realizza un Modulo 30 mediante frese Horn per sgrossare, semi-finire e finire. La prima sgrossatura viene eseguita con una fresa ad alto avanzamento HORN DAH fino a profondità di 30mm (PARAMETRI:diam fresa 40 mm, Vc 280 m, fz 1,6mm, Ap 1, Ae 40 mm). La seconda Sgrossatura con una fresa HORN DGH fino a profondità di 65mm (PARAMETRI:diam fresa 20 mm, Vc 280 m, fz 1,15mm, Ap 1, Ae 20 mm). La terza Sgrossatura con una fresa integrale HORN DPX fino a profondità di 68mm (PARAMETRI:diam fresa 12 mm, Vc 219 m, fz 0,08mm, Ap 2, Ae 12 mm). La fresatura del raggio di fondo viene eseguita con una fresa Horn DGK di diam 20mm (PARAMETRI:Vc 182 m, fz 0,12mm, Ap 2, Ae 1,5 mm). La semifinitura del fianco viene fresata con fresa integrale DSS diam 25mm, che esegue anche la finitura del fianco stesso (PARAMETRI:Vc 160 m, fz 0,15mm e 0,06 mm in finitura, Ap 10 (6 in finitura), Ae 0,4 mm (0,2 in finitura). Infine, la finitura del fondo viene fresata con fresa Horn DGFF diam 12mm (PARAMETRI:Vc 200 m, fz 0,1mm, Ap 0,5, Ae 0,5 mm).